



При изготовлении металлических конструкций и каркасов нередко возникает необходимость изменить форму стандартного уголка — изогнуть его под определенным углом или по заданному радиусу. Такие операции позволяют создавать более сложные пространственные элементы, усиливать жесткость конструкции и адаптировать детали под конкретные архитектурные и технические задачи.
Сгибание металлического уголка — это технологическая процедура, при которой металлический профиль подвергается контролируемому воздействию, в результате чего изменяется его геометрия без нарушения прочности и целостности. В зависимости от требований операция может выполняться вручную с применением заготовленных шаблонов или на специализированном профилегибочном оборудовании.
Изделия находят широкое применение в строительстве, отрасли металлоконструкций, машиностроении, сельском хозяйстве и других сферах. Они характеризуются сочетанием жесткости, простоты монтажа и устойчивости к нагрузкам. Гнутые уголки применяются при создании рам, связей, усиливающих элементов и защитных конструкций.
Содержание
- Основные способы гибки металлического уголка
- Холодная гибка
- Горячая гибка
- Особенности гибки уголка по радиусу
- Как согнуть уголок в кольцо вручную
- Шаги выполнения
- Альтернативный способ — гибка через разрез и сварку
- Сгибание уголка под 90 градусов
- Пошаговая инструкция
- Важные рекомендации по сгибанию уголков
- Заключение
Основные способы гибки металлического уголка
Существует несколько проверенных и технически обоснованных методов, позволяющих придать уголку необходимую форму. Каждый из них имеет свои особенности, область применения и ограничения. Основные методы сгибания:
- Холодная гибка.
- Горячая гибка.
- Формирование через резку, гиб и сварку.
Способ подбирается с учетом размеров уголка, радиуса изгиба, условий эксплуатации готового изделия.
Холодная гибка
Этот метод считается наиболее экономичным и простым в реализации. Он не требует нагрева металла, использования газовых или сварочных аппаратов и может проводиться как вручную, так и с использованием механических приспособлений или профилегибов. Варианты холодной гибки:
- свободное сгибание вручную — применимо для тонкостенных или малых по размерам уголков;
- промышленное сгибание на вальцовочных или гибочных станках — позволяет добиться высокой точности при работе с массивными элементами.
Преимущества холодной гибки:
- не требует предварительного нагрева металла;
- минимальные затраты на оборудование и материалы;
- не нарушает структуру металла, сохраняя его прочность;
- исключает образование окалины и снижение коррозионной стойкости;
- обеспечивает долгий срок службы изделия.
Однако, несмотря на доступность и простоту, холодная гибка имеет ограничения по допустимому радиусу изгиба, который зависит от толщины и ширины полок уголка. При превышении этих значений возрастает риск деформации или разрушения металла в месте сгиба.
Горячая гибка
Если необходимо согнуть уголок с большим радиусом или под жестким углом, а сам профиль имеет значительную толщину, применяется метод горячей гибки.
Суть метода: уголок разогревается до пластичного состояния, после чего производится сгиб по шаблону или вручную с применением молота, кувалды, тисков и других инструментов. Примеры температур нагрева:
- алюминиевого уголка — от 250 °C;
- стального профиля — от 600 °C и выше.
Оборудование, которое может использоваться:
- газовая горелка;
- паяльная лампа;
- ацетиленовый резак (для толстостенных уголков).
Горячий способ позволяет обрабатывать более жесткие и массивные профили, изгибать металл с большим радиусом, формировать изделия сложной геометрии. При этом важно строго контролировать температуру, чтобы не допустить пережога и снижения прочности металла. В процессе гибки важно следить за сохранением геометрии уголка, особенно угла между полками (обычно 90°), который может нарушиться при деформации.
Особенности гибки уголка по радиусу
Гнуть металлический уголок по радиусу значительно сложнее, чем обычный лист. Это связано с разной толщиной и формой полок, из-за чего при сгибе происходят неравномерные процессы: внутренний слой металла сжимается, а внешний — растягивается. При этом возможен риск продольного смещения и нарушения формы.
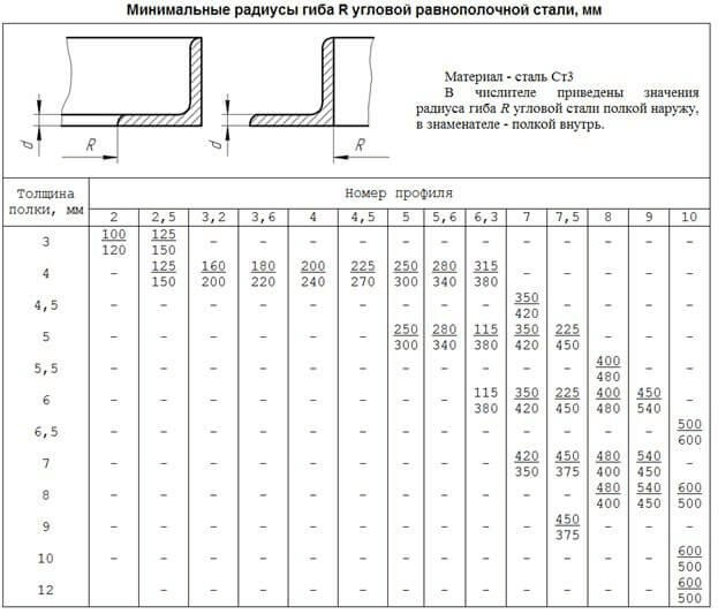
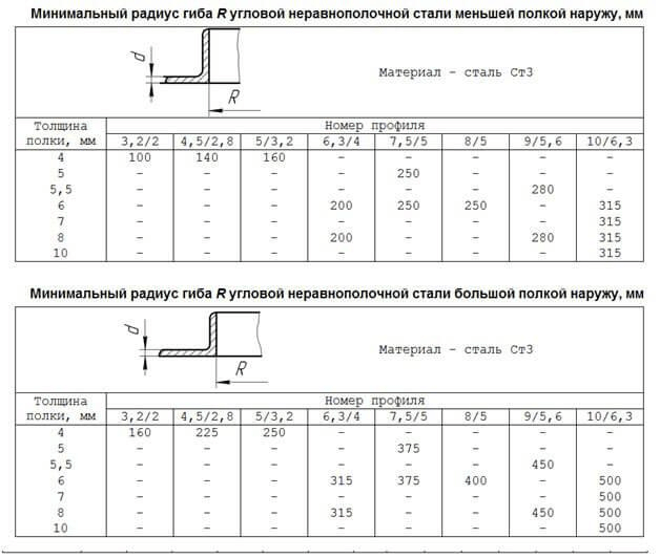
Поэтому для радиального сгибания необходимо учитывать предельно допустимые значения радиуса изгиба, которые напрямую зависят от размеров и толщины профиля. Тем не менее для точных расчетов и производства в серийных условиях следует использовать справочные таблицы допустимых радиусов гибки, учитывающие стандартные типоразмеры металлопроката.
Как согнуть уголок в кольцо вручную
Один из наиболее сложных вариантов обработки — это сгибание металлического уголка в кольцо. Такая форма используется при изготовлении арочных и дуговых конструкций, ограждений, элементов теплиц, нестандартных каркасов и декоративных деталей. Самый эффективный способ добиться такой формы — горячая гибка по шаблону.
Шаги выполнения
- Подготовка шаблона. Необходимо заранее изготовить или подобрать круглый шаблон нужного диаметра. Это может быть металлическое кольцо, деревянная форма или любой твердый цилиндрический объект подходящего размера.
- Нагрев металла. Уголок равномерно разогревается до температуры, при которой он становится податливым, но не теряет своих свойств. Для алюминия это — не менее 250 °C, для стали — от 600 °C.
- Формирование изгиба. Начинайте сгибание, равномерно прижимая уголок к шаблону. Во время работы контролируйте форму полок: чтобы сохранить прямой угол между ними, горизонтальную полку следует подправлять кувалдой или молотом на протяжении всего процесса.
- Остывание и фиксация. После завершения сгиба изделие оставляют на шаблоне до полного остывания. Это позволяет избежать внутреннего напряжения и неравномерной усадки.
Важно: перед началом работы наденьте защитные очки, перчатки и проверьте наличие огнестойкой поверхности. Не перегревайте металл — это может привести к потере прочности и появлению трещин.
Альтернативный способ — гибка через разрез и сварку
Если нет возможности использовать горячую гибку, можно применить комбинированный метод: разметку, резку, сгиб и последующую сварку. Этот способ позволяет из обычного уголка сформировать замкнутую или частично дугообразную форму. Как это делается:
- сначала уголок размечается по длине с равными интервалами;
- на одной полке по этим меткам болгаркой делают V-образные надрезы (не доходя до второй полки);
- заготовку сгибают вручную по надрезам;
- после формирования требуемой формы все швы завариваются, при необходимости — шлифуются.
Недостатки метода:
- готовая форма будет иметь вид многогранника, а не идеально ровного круга;
- швы требуют дополнительной обработки и защиты от коррозии;
- процесс трудоемкий и требует точности.
Этот способ подходит в случаях, когда точный радиус не критичен, а оборудование для горячей гибки недоступно.
Сгибание уголка под 90 градусов
Чаще всего при строительстве и монтаже каркасов возникает необходимость изогнуть уголок под прямым углом. Это стандартная операция, требующая аккуратности и базового набора инструментов.
Пошаговая инструкция
- Разметка. На одной из полок уголка размечается точка сгиба. От нее по 45 градусов в каждую сторону от центральной линии отчерчиваются линии среза.
- Резка. С помощью болгарки вырезаются два треугольника по намеченным линиям. В результате образуется зазор, позволяющий согнуть металл вручную.
- Сгиб. Заготовку аккуратно сгибают до образования прямого угла. Для равномерности можно воспользоваться угольником и тисками.
- Сварка. После достижения нужной формы место среза заваривается с использованием электродуговой сварки. Чтобы избежать трещин на второй полке, место сгиба предварительно прогревают, особенно если профиль толще 3—4 мм.
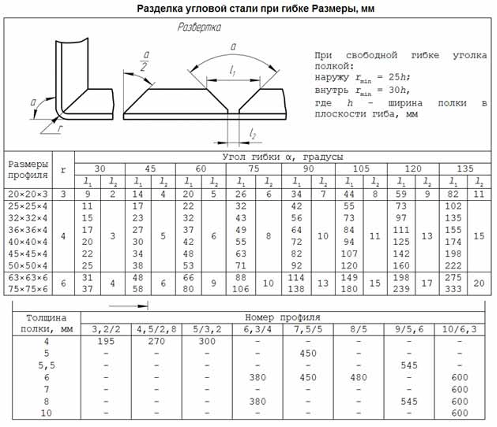
Допустимые размеры и схемы разметки лучше подбирать по инженерным таблицам, особенно при серийном производстве деталей.
Важные рекомендации по сгибанию уголков
Чтобы процесс гибки был безопасным, эффективным и результативным, стоит учитывать некоторые технические и практические моменты.
- Используйте защитные средства. Гибка — это процесс, сопряженный с рисками ожогов, травм и порезов. Защита глаз, рук и тела обязательна.
- Тщательно выбирайте радиус изгиба. Если превысить предел минимального радиуса, это может привести к деформации полок, образованию микротрещин или даже разрушению элемента.
- Нагревайте равномерно. Неравномерный прогрев приводит к перекосам и внутренним напряжениям.
- Используйте шаблоны и приспособления. Это упростит работу, особенно при многократном повторении одного радиуса или угла.
После сварки проводится антикоррозионная обработка. Все швы и участки термического воздействия нужно покрывать защитными составами или красками для предотвращения коррозии.
Заключение
Гибка металлического уголка — это важный этап в производстве каркасов, рам, усиливающих элементов и декоративных конструкций. В зависимости от требуемой формы, толщины материала и условий работы применяются различные метод, от простого ручного сгибания до прецизионной гибки на профилегибочных станках.
Наиболее универсальным и экономичным способом считается холодная гибка, позволяющая без нагрева придавать металлу форму и сохранять его прочность. Однако при сложных изгибах, особенно с малыми радиусами, или при работе с толстыми уголками горячий метод остается предпочтительным.
Правильная технология гибки, соблюдение допустимых параметров и аккуратная работа позволяют получить прочную, долговечную и безопасную конструкцию. А знание особенностей каждого способа помогает выбрать оптимальный вариант даже в условиях ограниченного оборудования или на стройплощадке.
22.09.2025Читайте также другие статьи по теме:




Вам могут быть интересны наши услуги:


Прикрепите фото, эскиз или чертеж и получите бесплатный расчет в течении 20-30 минут.
Получите расчет в течении
20-30 минут
Сделайте эскиз или набросок на бумаге и укажите необходимые размеры, а мы переведем все в чертеж и произведем расчет.
